It looks like you are using an ad blocker. That's okay. Who doesn't? But without advertising revenue, we can't keep making this site awesome. Click the link below for instructions on disabling adblock.
Welcome to the Newschoolers forums! You may read the forums as a guest, however you must be a registered member to post.
Register to become a member today!
well my router might be dead. wired an e stop relay, had a grounding issue. all the electronics might be dead. New PSU coming in tomorrow and i pray that fixes the issue. Also have replaced the fuses
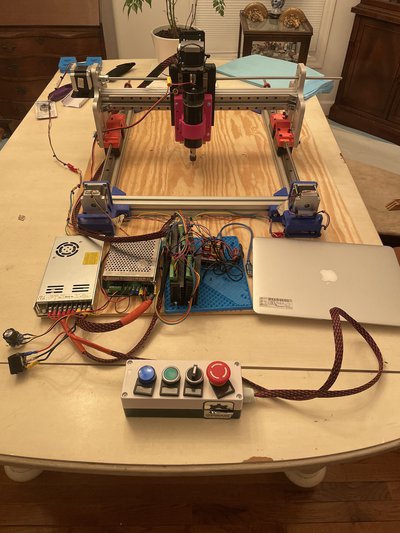
Thegenericskierwired up my estop and spindle relay buttons along with a new PSU. everything works just fine as it used to but now with extra safety features.
Nice job. If you ever need waterjet parts let me know I can help you out.
and just like that this project has been wrapped up. gave my final presentation to the school board today. Now i get to have fun and make cool stuff. Ski racks incoming. also getting ready for skillsUSA comp this spring.
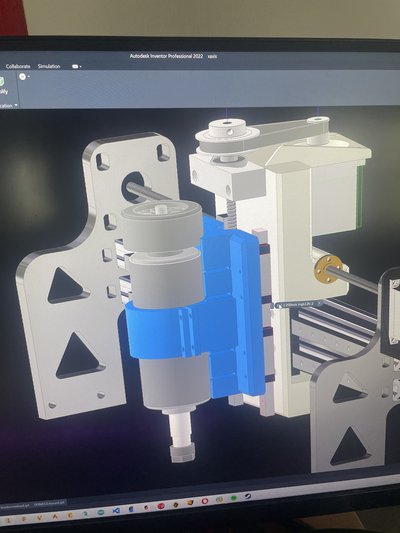
The ML-One research paper is complete. ML-Two will begin after i get bored of playing with ML-One. ML-Two will feature a redesigned motion system, enclosure, better stepper drivers, and an upgraded control board.
ThegenericskierThe ML-One research paper is complete. ML-Two will begin after i get bored of playing with ML-One. ML-Two will feature a redesigned motion system, enclosure, better stepper drivers, and an upgraded control board.
Phase two of ML-One has begun. First changes to be made for the ML-Two are control boards upgrade, new stepper drivers, and an enclosure. Starting CAD for the enclosure tomorrow.
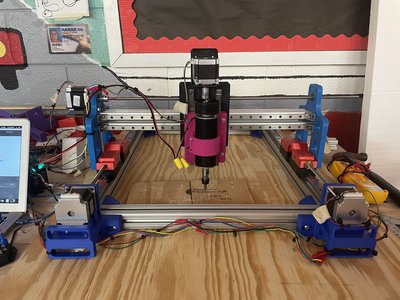
Cnc router has made it back from my school and a competition. I am now regional champion for tech and engineering design, states are in April. Gonna bring home the medal for NS
ReturnToMonkeyAyy glad you won! You certainly earned it by the looks of things. So when ya milling those mini monkeys?
Made a single ski rack off it it a month ago at school, that’s all I’ve made as of now but since it’s at my house a whole lot of more stuff will me made
what kind of budget do you have for the second interation?
if it was up to me and i wanted to make a serious machine capable of producing alu-minimum parts, i would change the linear drives to servos w/ gear reduction, ditch the arduino and stepper drives, and go to a full fledged PLC with a motion control module and servo amps. id also change the drive system to rack and pinion. way easier to maintain than acme screws and much cheaper than ball screws.
if the goal of the project is to learn how to design in CAD/CAM, wiring simple control systems and operating cnc (feeds speeds toolpaths and so on) its good enough. just keep expectations low when it comes to milling aluminum (or even harder woods) at any reasonable rate with any reasonably sized tool. steppers lose position for no good reason and you can only get so much power out of them at 24v, same goes for the spindle. also look into getting a variable frequency drive or a router with a built in potentiometer. RPM matters SO MUCH when it comes to feeds and speeds. alu needs a pretty low surface speed to prevent it from melting and sticking to the bit. coolant/lube helps a bit, but not that much.
easel by inventables supports GRBL. you can make tool paths quick there, or you can use it as an upgraded gcode sender for more accurate builds.
ThegenericskierCnc router has made it back from my school and a competition. I am now regional champion for tech and engineering design, states are in April. Gonna bring home the medal for NS
This is way legit. You gotta bright future kid, but I'm sure you knew that. If the judges at state don't give you the podium tell em biffbarf's finna pee in their butt
ajbskiwhat kind of budget do you have for the second interation?
if it was up to me and i wanted to make a serious machine capable of producing alu-minimum parts, i would change the linear drives to servos w/ gear reduction, ditch the arduino and stepper drives, and go to a full fledged PLC with a motion control module and servo amps. id also change the drive system to rack and pinion. way easier to maintain than acme screws and much cheaper than ball screws.
if the goal of the project is to learn how to design in CAD/CAM, wiring simple control systems and operating cnc (feeds speeds toolpaths and so on) its good enough. just keep expectations low when it comes to milling aluminum (or even harder woods) at any reasonable rate with any reasonably sized tool. steppers lose position for no good reason and you can only get so much power out of them at 24v, same goes for the spindle. also look into getting a variable frequency drive or a router with a built in potentiometer. RPM matters SO MUCH when it comes to feeds and speeds. alu needs a pretty low surface speed to prevent it from melting and sticking to the bit. coolant/lube helps a bit, but not that much.
easel by inventables supports GRBL. you can make tool paths quick there, or you can use it as an upgraded gcode sender for more accurate builds.
Dude thank you so much! I plan on doing something similar with a mill I want to build. Next build has a budget of $2000. This first one I spent $630 on. Still figuring out speeds and feeds since I have no prior knowledge to anything machining related. A VFD is on my list of to do’s for this router since I’ve learned more about spindles. Really curious about how servos and closed loop steppers will work on the second iteration. Planning on going off the deep end for a senior highschool class build
BiffbarfThis is way legit. You gotta bright future kid, but I'm sure you knew that. If the judges at state don't give you the podium tell em biffbarf's finna pee in their butt
ThegenericskierNext build has a budget of $2000. Still figuring out speeds and feeds. A VFD is on my list of to do
I don’t think you’ll be able to afford a servo control system on that budget.
What size are the motors? Shaft and cage... nema 32?
you might be able to get gear reducers and that will help a lot with accuracy and strength, you will lose rapid speed tho.
I’d skip the VFD and get a Bosch/dewalt/Milwaukee palm router with speed control on it. having a more powerful spindle and stronger drives (stepper motor holding torque) will make the feeds and speeds more forgiving if you get them wrong.
to give you some insight, I built my first CNC very similar to yours when I was in high school. Very little info available online at the time and 3D printers weren’t capable of making strong parts.
now I work at a automation company designing machinery for automotive and architectural applications. My last big job was at the Chrysler factory where they make charger challenger and 300c.
ajbskiI don’t think you’ll be able to afford a servo control system on that budget.
What size are the motors? Shaft and cage... nema 32?
you might be able to get gear reducers and that will help a lot with accuracy and strength, you will lose rapid speed tho.
I’d skip the VFD and get a Bosch/dewalt/Milwaukee palm router with speed control on it. having a more powerful spindle and stronger drives (stepper motor holding torque) will make the feeds and speeds more forgiving if you get them wrong.
to give you some insight, I built my first CNC very similar to yours when I was in high school. Very little info available online at the time and 3D printers weren’t capable of making strong parts.
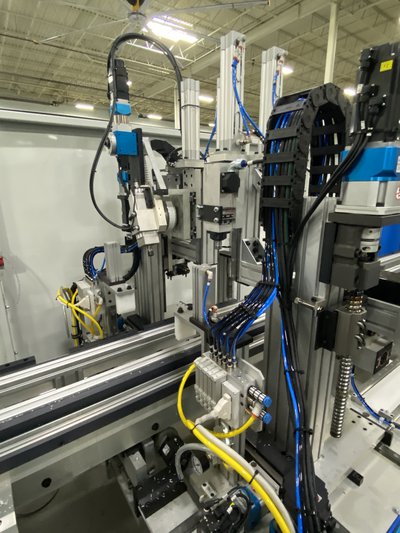
now I work at a automation company designing machinery for automotive and architectural applications. My last big job was at the Chrysler factory where they make charger challenger and 300c.
some machines we got on the floor now:
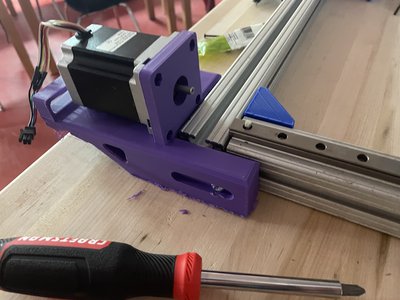
That’s really freaking cool! Motor sizes I’m using are nema 23. I do plan on adding a gear reducer for my z axis in the near future using belts because there is a lot of strain on the lead screw.
Also, after this competition is over I plan a complete electronics overhaul since for the comp I need a marketing side of that and that is its low budget. First on the list are quality stepper drivers since I’m currently running tb6600 and then higher torque steppers
ThegenericskierThat’s really freaking cool! Motor sizes I’m using are nema 23. I do plan on adding a gear reducer for my z axis in the near future using belts because there is a lot of strain on the lead screw.
ThegenericskierThat’s really freaking cool! Motor sizes I’m using are nema 23. I do plan on adding a gear reducer for my z axis in the near future using belts because there is a lot of strain on the lead screw.
Timing belts suck. From my experience they cause more slip than the steppers on their own.
I’ve looked into gear reducing steppers but they’re too expensive for the goals of this project. I will wind up using something like that stepper for my next one since I have a much higher budget. Also with the timing belts on my z axis it will reduce overall foot print so that’s a pretty good plus along with rigidity bonuses
ThegenericskierI’ve looked into gear reducing steppers but they’re too expensive for the goals of this project. I will wind up using something like that stepper for my next one since I have a much higher budget. Also with the timing belts on my z axis it will reduce overall foot print so that’s a pretty good plus along with rigidity bonuses
seems ike your mind is set, id still advise against it, but its your project.
with pulley systems you need a good way to modulate the tension on the belt. too much and it will stall the motors, too little and they will lose position and jump teeth. and over time belts stretch, youll be constantly changing the tension.
nothing is worse than running a program with 2000 steps, and on step 1995 the belts slip and ruin the workpiece.
the gear boxes are sold seperatley from the motors, and nema are universal mount patterns. they increase your resolution by whatever ratio you have. if your stepper has 8 positions it can hold per revolution, the gear reduction of 5:1 will give you 40 per revolution of the output shaft. also the increase your holding torque by the same ratio.
the same can be acheived with pulleys of different diameters, but i dont trust timing belts, you would be surprised with the effective loads of machining metal.
the brass acme nut and screw you have are great. just keep them lubed up with grease and they should last you pretty long.
awesome then! Didn’t know the gear reducers could be sold separate. Definitely gonna consider buying one of those once this competition is over. I gotta keep it under $650 till the end of April then I can go overboard with cool components. Belts are going to be a very temporary solution as of now. Thank you so much for all the help.
ajbskiseems ike your mind is set, id still advise against it, but its your project.
with pulley systems you need a good way to modulate the tension on the belt. too much and it will stall the motors, too little and they will lose position and jump teeth. and over time belts stretch, youll be constantly changing the tension.
nothing is worse than running a program with 2000 steps, and on step 1995 the belts slip and ruin the workpiece.
the gear boxes are sold seperatley from the motors, and nema are universal mount patterns. they increase your resolution by whatever ratio you have. if your stepper has 8 positions it can hold per revolution, the gear reduction of 5:1 will give you 40 per revolution of the output shaft. also the increase your holding torque by the same ratio.
the same can be acheived with pulleys of different diameters, but i dont trust timing belts, you would be surprised with the effective loads of machining metal.
the brass acme nut and screw you have are great. just keep them lubed up with grease and they should last you pretty long.
ajbskiI don’t think you’ll be able to afford a servo control system on that budget.
What size are the motors? Shaft and cage... nema 32?
you might be able to get gear reducers and that will help a lot with accuracy and strength, you will lose rapid speed tho.
I’d skip the VFD and get a Bosch/dewalt/Milwaukee palm router with speed control on it. having a more powerful spindle and stronger drives (stepper motor holding torque) will make the feeds and speeds more forgiving if you get them wrong.
to give you some insight, I built my first CNC very similar to yours when I was in high school. Very little info available online at the time and 3D printers weren’t capable of making strong parts.
now I work at a automation company designing machinery for automotive and architectural applications. My last big job was at the Chrysler factory where they make charger challenger and 300c.
small company, maybe 40 employees. We do lots of custom machines for manufacturers around us. But we own the architectural industry in all of North America. If you have vinyl windows at your house, there’s a good chance they were made on our machines.
Pulleys done right can hold position and accuracy. Shop Sabre is a well respected and well known CNC router brand who uses pulley over ball screw on the X and Y axis, direct drive on Z axis.
Caveman.Pulleys done right can hold position and accuracy. Shop Sabre is a well respected and well known CNC router brand who uses pulley over ball screw on the X and Y axis, direct drive on Z axis.
They use a belt to drive the nut. Their ball screws are fixed.
a bit whacky if you ask me. The only real benefit is drive speeds.
ajbskiThey use a belt to drive the nut. Their ball screws are fixed.
a bit whacky if you ask me. The only real benefit is drive speeds.
On our ShopSabre the Y axis is fixed with a driven nut and the X axis screw is driven. Both use a timing belt. Z axis direct drive to ballscrew. They have been building machines this way for a while and all their high end machines use timing belts on the Y axis to spin a nut on the ball screw. I've never had an issue with the belt and have never heard of others having a belt issue.
Caveman.On our ShopSabre the Y axis is fixed with a driven nut and the X axis screw is driven. Both use a timing belt. Z axis direct drive to ballscrew. They have been building machines this way for a while and all their high end machines use timing belts on the Y axis to spin a nut on the ball screw. I've never had an issue with the belt and have never heard of others having a belt issue.
what are you cutting on the machine, for what level of precision, with what tools, and at what speed? how is the repeatability?how many machines have you worked on? would you even notice if a workpiece was 0.02" out? in my industry that is a HUGE error.
depending on the application they are probably just fine. my hate is very specifically for hobbyist grade timing belts like gt2.
if you are using those on a x or y axis that takes significant loads. they will slip for almost no reason, i can gurantee. the teeth have too little a contact surafce area for any milling application. feedrate too fast? slip. rpm too low? slip. taking too much material? slip. for a beginner, they make it very hard (and expensive) to learn the acceptable ranges of parameters because of their unforgiving nature. they are ok for small 3d printers and thats about it.
the limitations of the sabre are strongly influenced by its belt driven design.
i design machines with timing belts too, but only as a last resort solution for packaging limitations.
ajbskiwhat are you cutting on the machine, for what level of precision, with what tools, and at what speed? how is the repeatability?how many machines have you worked on? would you even notice if a workpiece was 0.02" out? in my industry that is a HUGE error.
depending on the application they are probably just fine. my hate is very specifically for hobbyist grade timing belts like gt2.
if you are using those on a x or y axis that takes significant loads. they will slip for almost no reason, i can gurantee. the teeth have too little a contact surafce area for any milling application. feedrate too fast? slip. rpm too low? slip. taking too much material? slip. for a beginner, they make it very hard (and expensive) to learn the acceptable ranges of parameters because of their unforgiving nature. they are ok for small 3d printers and thats about it.
the limitations of the sabre are strongly influenced by its belt driven design.
i design machines with timing belts too, but only as a last resort solution for packaging limitations.
Mainly cutting bamboo plywood, some MDF and occasionally aluminum and hard plastics (UHMW, HDPE) with end mills 1/8" to 1/2". Most cutting feed rates are 300-500IPM we usually finish pass slower like 200 IPM. Alu everything is slower. .02" is a huge error, if something was off by .02" it would not be used and we would be troubleshooting to see why it was off. If you meant to say .002" that would be noticed and that is getting to within the range of our router. Typically if something is caliper measured we will make toolpath compensation adjustments until it is within .05mm which is about .002"
ShopSabre sells routers with timing belts in the 20k-60k+ price range and people are using them for all kinds of precision applications. And no they are not a mill, they are a CNC for cutting woods, plastics, and non-ferrous metals.
This thread is about a school project not an aerospace mill. I get your point for a DIY builder to steer clear of using timing belts, I'm just showing that done right timing belts can work very well.
Caveman.Mainly cutting bamboo plywood, some MDF and occasionally aluminum and hard plastics (UHMW, HDPE) with end mills 1/8" to 1/2". Most cutting feed rates are 300-500IPM we usually finish pass slower like 200 IPM. Alu everything is slower. .02" is a huge error, if something was off by .02" it would not be used and we would be troubleshooting to see why it was off. If you meant to say .002" that would be noticed and that is getting to within the range of our router. Typically if something is caliper measured we will make toolpath compensation adjustments until it is within .05mm which is about .002"
ShopSabre sells routers with timing belts in the 20k-60k+ price range and people are using them for all kinds of precision applications. And no they are not a mill, they are a CNC for cutting woods, plastics, and non-ferrous metals.
This thread is about a school project not an aerospace mill. I get your point for a DIY builder to steer clear of using timing belts, I'm just showing that done right timing belts can work very well.
Ahh, sorry OP I missed that part. Ive never cut steel on our router (ShopSabre advises against it) but here is an aluminum drag knife that was made on our router.
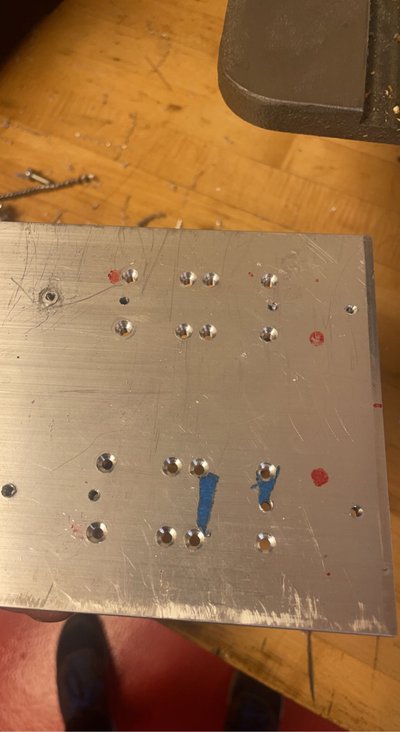
Some recent updates: motion system is now controlled through an openbuilds blackbox, ordered some metal to build a new z axis for some added rigidity and furthering my goal of removing most 3D printed parts, and we have gotten the first successful test cuts off
The pilot drill that came with the tap were a lil too small and they just wanted to shear off with cutting fluid. Also what do you think about the stepper motor I found for the Z axis
ThegenericskierThe pilot drill that came with the tap were a lil too small and they just wanted to shear off with cutting fluid. Also what do you think about the stepper motor I found for the Z axis
It’s hard to tell what gear is inside from the picture... planetary are the best
but looks ok. I think belt would have been fine for z axis. The x and y should get gears instead of belts